关键词 |
武隆工程柴油发电机,工程柴油发电机厂家,工程柴油发电机厂家,工程柴油发电机公司 |
面向地区 |
全国 |
产品认证 |
ISO9001 |
相数 |
三相 |
柴油发电机错误的操作方法:
(1)冷启动后未暖机带负荷运转
柴油机冷机启动时,由于机油黏度大、流动性差,是机油泵供油不足,机器摩擦面因缺油润滑不良,造成急剧磨损,甚至发生拉缸、烧瓦等故障。因此,柴油机冷却启动后应怠速运转升温,待机油温度达到40℃以上时再带负荷运转;机器起步应挂低速挡,并循序在每一挡位行驶一段里程,直到油温正常、供油充分后,方可转为正常行驶。
(2)柴油机在机油不足时运转
此时会因机油供给不足而造成各摩擦副表面供油不足,导致异常磨损或。为此,机器起步前和柴油机运转过程中要机油充足,防止由于缺油而引起拉缸、烧瓦故障。
(3)带负荷急停机或突然卸除负荷后立刻停机
柴油机熄火后冷却系水的循环停止,散热能力急剧降低,受热件失去冷却,易造成气缸盖、气缸套、气缸体等机件过热,产生裂纹,或使活塞过度膨胀卡死在缸套内。另一方面,柴油机停机时未经怠速降温,会使摩擦面含油不足,当柴油机再次启动时会因润滑不良而加剧磨损。因此,柴油机熄火前应卸除负荷,并逐渐降低转速、空载运转几分钟。
(4)柴油机冷启动后猛轰油门
若猛轰油门,则柴油机转速急剧升高,会造成机上的有些摩擦面因产生干摩擦而剧烈磨损。另外,轰油门时活塞、连杆和曲轴受理力变化大,引起剧烈撞击,易损坏机件。
(5)在冷却水量不足或冷却水、机油温度过高的情况下运转
柴油机冷却水量不足会降低其冷却效果,柴油机因得不到有效的冷却而过热;冷却水、机油的油温过高,也会引起柴油机过热。此时气缸盖、气缸套、活塞组件及气门等主要受热负荷大,其机械性能如强度、韧性等急剧下降,使零件变形增加,减小了零件间的配合间隙,加速机件磨损,严重时还会产生裂纹、机件卡住的故障。冷却水、机油温度过高会加快机油老化变质和烧损,且机油黏度下降,套缸和活塞及主要摩擦副的条件润滑条件恶化,产生异常磨损。柴油机过热还会恶化柴油机燃烧过程,使喷油器工作失常,雾化不良,积炭增多。
(6)在冷却水和机油油温过低的状态下运转
柴油机工作过程中,冷却水温度过低,气缸壁温度随之下降,燃烧产生的水蒸气凝结成水珠,与废气接触生成酸性物质,附着于气缸壁,产生腐蚀磨损。实践,柴油机经常在冷却水温40℃~50℃下使用时,其零件磨损比正常工作温度(85℃~95℃)下运转是大好几倍。此时,水温过低时气缸内温度低,柴油机着火滞燃期,一经着火,压力迅速升高,柴油机燃油粗暴,易造成零部件的机械损坏。柴油机长期在冷却水较低温度的状态下运转,活塞与缸套的间隙大,已发生敲缸现象,并产生振动,使缸套出现穴蚀。机油温度过低,机油黏度大流动性差,润滑部位油量不足,使润滑变差,造成摩擦副磨损增加,缩短柴油机使用寿命。
(7)在机油压力过低的情况下运转
机油压力过低,则润滑系不能进行正常机油循环和压力润滑,各润滑部位得不到充足的机油。因此,机器在行驶过程中,要注意观察机油压力表或机油压力指示灯情况。
一、柴油发电机组柴油机增压后性能的改善
柴油发电机组柴油机采用废气涡轮增压后,其性能的改善主要表现在以下几个方面:
1、动力性得到了提高。增压后,进入汽缸的循环空气量大大增加,循环供油量便可相应增加,因而柴油发电机组柴油机功率明显提高,涡轮增压可使柴油发电机组柴油机功率提高30%~100%,甚至更高。与此同时,增压后,由于气体爆发压力的,使摩擦损失有所增加,但柴油发电机组柴油机有效功率增加得更多,因而使柴油发电机组柴油机机械效率有所提高。因此,增压使得柴油发电机组柴油机的动力性能大大提高
2、经济性能得到了改善。增压后机械效率的提高使燃油消耗率有所降低。进气压力的提高不仅使扫气过程得以改善,且使泵吸功变为正功,也将使燃油消耗率下降。此外,增压后通常过量空气系数将相应提高,使燃烧更趋完善,也促使燃油消耗率有所下降。
3、有害排放物有所降低。增压后,由于过过量空气系数提高,使得混合气中含氧量相对增加,燃烧更为完全,废气中一氧化碳碳、碳氢化合物及烟度的含量有所下降。但是增压后由于进气温度上升,使得尾气排放中的NO的含量有所增加。此时,若采用增压中冷技术,则尾气排放中NO的含量也会有所降低。因此,从整体上看,增压有利于降低排放。
二、柴油发电机组柴油机增压后带来的问题
柴油发电机组柴油机增压后也将带来一些间题,主要表现为以下两点
1、机械负荷增加。爆发压力是衡量柴油发电机组柴油机机械负荷的主要标志之一。增压后压缩压力及爆发压力均有所提高,使机件载荷,磨损加剧,因此,应对增压后的爆发压力进行控制,并强化主要受力机件(曲柄连杆机构、曲轴和轴承等)的结构或材质。
2、热负荷增加。由于增压后进气量和喷油量的增加,使得总的燃烧能量增加,柴油发电机组柴油机的热负荷加大;与此同时,由于进入增压柴油发电机组柴油机汽缸的压缩空气温度提高,使得燃烧温度和循环的平均温度提高:而且由于工质的密度,使得工质向壁面间的传热。以上这些因素都使得活塞组、汽缸(壁)和排气门等零部件的热负荷加大,材料强度降低。实践,热负荷的影响往往比机械负荷更大,成为限制提高柴油发电机组柴油机增压度的主要因素。
柴油发电机拉缸,是指气缸内壁在活塞环的运动范围内出现明显的纵向机械划痕和刮伤,严重时发生熔着性磨损,造成发动机启动困难或者自行熄火的故障。拉缸是发动机的一种重大事故。
柴油发电机拉缸的根本原因是气缸内壁与活塞环、活塞之间难以形成油膜,因而造成润滑不良,甚至出现干磨擦的现象。而造成这种状况的具体原因有多种,
归结起来大致有以下三个方面:
活塞组方面的原因
1.活塞环间隙过小。如果活塞环的开口间隙、边间隙或背间隙过小,发动机工作时活塞环受热膨胀卡死,与气缸壁压得很紧,或者活塞环折断,很容易在气缸壁上拉出沟槽。
2.活塞销窜出。由于活塞销卡簧未装或脱落、折断,活塞销在运动中窜出,很容易拉伤气缸内壁,造成气缸窜气至曲轴箱。
3.活塞的配缸间隙过小或过大。如果活塞的材质不良、制造尺寸误差过大,或者装配活塞销后活塞产生变形,造成活塞与气缸的配合间隙过小,活塞受热膨胀后被卡住,进而拉伤气缸壁。
4.活塞环严重积炭。过多的积炭造成活塞环粘结或咬死在环槽内,同时积炭是一种硬质磨料,会在气缸壁上磨成纵向沟槽。
5.活塞严重偏缸。由于连杆弯曲和扭曲变形,连杆轴颈、主轴颈、活塞销座的平行度和同轴度偏差过大,引起活塞明显偏缸,会加速活塞环、活塞及气缸壁的磨损,破坏油膜的形成。
气缸套方面的原因
1.气缸套的圆度、圆柱度公差超出允许的范围,使活塞与缸套密封性大大降低,气缸内的高温气体下窜,破坏活塞与气缸壁之间的油膜,进而引起拉缸。
2.在对气缸套装配过程中产生变形。例如:缸套上端面凸出量过大,安装气缸盖后将缸套压得变形;缸套阻水圈太粗,压入机体后造成缸套变形,都容易引起拉缸。
柴油发电机回收后发现组件磨损性能下降,是什么原因造成的呢?
1、发动机水温过低,容易产生机组过早磨损,因为温度太低的话,发电机的缸套活塞间的间隙过大,活塞在气缸内运动时抖动造成早期磨损。要知道,发动机机组运行的温度为80-95℃,发电机组温度如果超出105度,机组马上停机处理,否则将造成机组严重拉缸或者捣缸事故。
2、灰烟的产生:灰烟的形成大部分是因为汽柴油燃烧不完全造成的,灰烟的粒子大小在0.05-1毫米大部分的灰烟都可以通过正规的滤清器,但由于灰烟带有电粒子像磁铁互相吸引住,会凝结成块状。稠粘状的灰烟将造成机油粘度增加,形成污物和沉淀物阻碍油路和过滤器。
3、发动机油的氧化和老化变质。汽柴油和空气燃烧生成氧化硫及氧化氮。解决:控制发动机油的氧化,加入抗氧化剂,可钝化金属对氧化的催化作用,达到油品和保护机器的目的。
4、粘度的丧失:由于发动机工作温度有高有低,丧失粘度会磨损发动机。
发电机回收
1、柴油发电机回收后,对于电池组的检查维护
由于备用电源不是经常投入使用,发电机是否能正常启动关键于电池的维护保养。如电池组出现了问题,比较常见的情况是有电压无电流,这时可以听到启动电机内电磁阀吸合的声音,但带不动连轴。电池组出现问题导致无法停机的原因:
(1)在试机时采用停止为电池充电的方式,会导致电池电量不足。
(2)采用机械油泵由皮带传动,额定转速下的泵油量很大,然而电池组供电不足,导致停机时截流阀里的弹簧片由于电磁阀吸力不够而不能封死从四个出油孔喷出的燃油,造成不能停机。
(3)国产电池通常寿命为两年,没有定期更换。
2、柴油发电机回收后,启动电磁阀进行检查,发电机在运行时一般用一看、二听、三摸、四嗅的检查方法检查电磁阀。启动时只需按下启动按钮,三秒钟之后即可启动。在这三秒钟之内可听到两个咔嗒声。一旦听不到第二声响,要检查启动电磁阀是否正常工作,若电磁线圈烧断,发电机当然不能启动。
3、柴油发电机回收后,对柴油、润滑油的检查。因为柴油发电机组长期处于静态,机组本身各种材料会与机油、冷却水、柴油、空气等发生复杂的化学、物理变化,从而将机组放坏。所以油的问题比较大。为了消防,通常都把柴油油箱放在一个密闭的房间内,由于大气中水气因温度的变化而发生冷凝现象,结成水珠挂附在油箱内壁,流入柴油中,致使柴油含水量超标,这样的柴油进入柴油机高压油泵,会锈蚀柱塞,严重损坏机组。
随着我国发电机设备的发展,柴油发电机回收产业价值在不断拓展,产业外的资本也在寻找各种投资渠道,国内的企业也正在面临着产业转型和调整,旧的产业格局马上要被打破,新的格局正在形成。柴油发电机回收设备的再利用对产业升级和节能降噪有着很重要的意义,既能降低生产成本,还可以提高企业的生产效率。如果农业装备制造业和汽车工业每增长1%左右,会带动发电机设备产业增长1.72%,发电机设备的市场结构直接影响产业的规模结构。传动方式的不同二手发电机组设备,分为锤、液压机、曲柄压力机、旋转锻压机和螺旋压力机。目前中国采用的空气锤由30~1000公斤,蒸汽-空气自由锻锤由1~5吨,多用于锻坯生产。蒸汽-空气模锻锤由1~16吨,用于机械制造业中各种模锻件的生产。此外还有弹簧锤、皮带锤、钢丝锤、夹板锤等,这些都是柴油发电机回收的零部件。
近年来国外还发展了的液压锤。锻造液压机创始于19世纪中叶,现已成为冶金及机械工业中锻压加工的重要设备,国内二手发电机市场经过多年的技术积累,已形成科学合理的发展战略,提高产品质量的同时控制制造成本,扩大市场占有率。
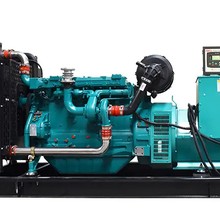
我公司以柴油发电机组、控制系统、移动拖车及低噪音箱等为主导产品,集
工程设计、设备安装、环保降噪、技术服务于一体。严格按照国际标准,设计制造
各种规格型号的陆用、船用柴油发电机机组。本公司坚持以质量求生存、以品种求
发展争创一流品牌,把“不断追求完美,服务承诺永恒”作为工厂的皁方针,从原材
进厂到产品出厂都进行严格检测把关,保证了第台出厂的高品质。本公生产的发电
机组具有先进的技术研发和工艺装备的实国,并拥有一支技术精湛训练有素的售后
服务队伍。本公司将以一流的管理、一流的产品、一流的服务奉献给广大的用户。